Rotor flux monitoring using air gap flux probes is the most powerful means to determine if turn-to-turn shorts have occurred in the rotor winding of generators and synchronous motors. This information is critical in planning maintenance, explaining abnormal vibrations and verifying new and rewound rotor integrity.
A turn-to-turn short is the most frequent rotor insulation failure mechanism and can result in:
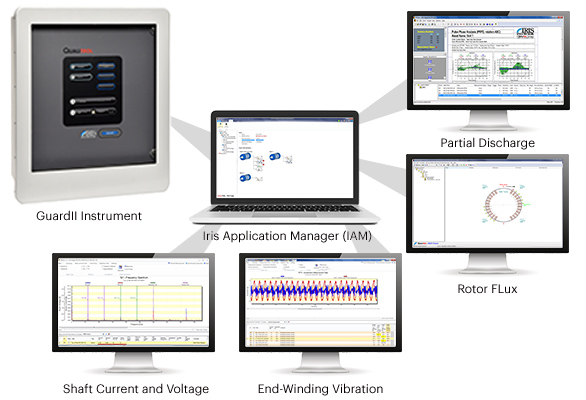
Iris Power provides flux monitoring solutions that include a flux probe designed specifically for the air gap distance in between the rotor and stator sending data to the instrument and diagnostic software.
Request More InformationLooking for more information or need a quote? Please fill out the contact form below and we will get back to you shortly.
Articles, Technical Papers, & Case Studies